
Palletizer calibration has a direct impact on line performance, load quality, and uptime. When settings drift, small errors can turn into crooked loads, recurring jams, damaged products, and lost production time. In beverage operations, where speed and consistency matter on every shift, calibration is not a minor maintenance task. It is a core part of keeping the end of the line stable, predictable, and efficient.
A well-calibrated palletizer does more than place cases in the right pattern. It supports smoother product flow, cleaner handoffs from conveyors, and more reliable pallet loads as they move into storage or shipping. That is why strong calibration habits matter just as much as machine design, maintenance, and operator training. Keep reading to understand the dos and don’ts of palletizer calibration.
Why Palletizer Calibration Matters in Beverage Operations
Calibration plays a major role in protecting packaging equipment for the beverage industry. Beverage lines move fast, and even a small position error can create misaligned layers, unstable loads, or repeated interruptions that slow the entire operation. Precise calibration allows the palletizer to place products consistently, maintain the intended pattern, and help the line run with fewer avoidable stops.
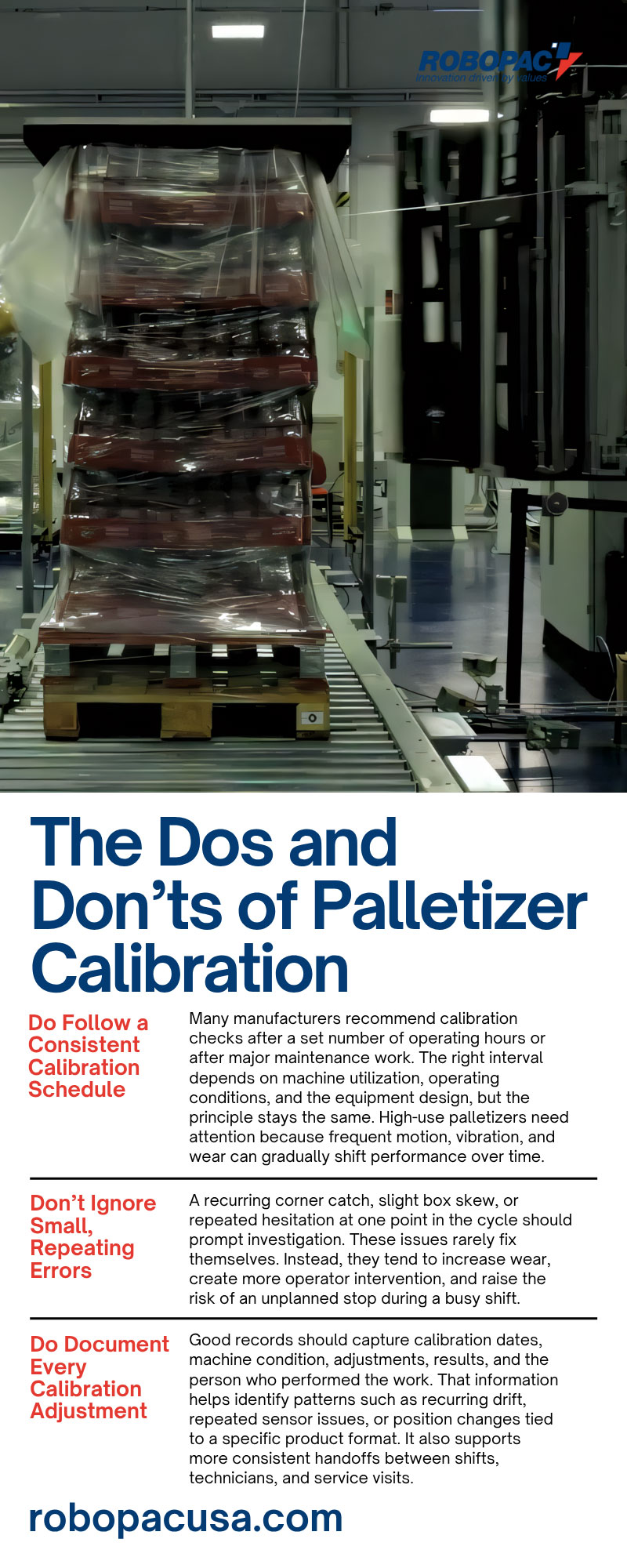
Do Follow a Consistent Calibration Schedule
Calibration should happen on a schedule, not just after a visible problem appears. Waiting until the machine shows obvious errors gives misalignment time to affect throughput and damage product. A planned interval keeps the machine within expected tolerances and helps teams catch drift before it creates larger issues.
Many manufacturers recommend calibration checks after a set number of operating hours or after major maintenance work. The right interval depends on machine utilization, operating conditions, and the equipment design, but the principle stays the same. High-use palletizers need attention because frequent motion, vibration, and wear can gradually shift performance over time.
Do Verify Conveyor and Pallet Positions Precisely
A palletizer can only perform as well as the positions it has been taught. If the conveyor location, pick point, or pallet placement is off by even a small amount, the machine will repeat that error with every cycle. Precision at setup is what allows the palletizer to build each layer correctly from the start.
That means operators and technicians should confirm exact reference points during calibration. The machine needs accurate conveyor positions, clear pick points, and a defined pallet location that matches real-world conditions on the floor. When those points stay consistent, the robot or palletizing system can place loads with better repeatability.
Do Check Sensors and Alignment During Every Calibration
Sensors guide the palletizer through each part of the cycle, so they deserve close attention during calibration. Dirty lenses, loose mounts, or slight alignment errors can cause missed reads, false signals, and unnecessary stops. A machine may look mechanically sound while still struggling because a sensor no longer reads product or position correctly.
Technicians should inspect sensors for cleanliness, secure mounting, and correct alignment. They should also confirm that the machine responds properly to each sensor input during testing. This step helps prevent small issues from turning into repeated jams or inconsistent case placement.
Do Account for Real Product Conditions
Calibration should reflect what the machine will handle in production, not just ideal test conditions. Cases may vary slightly in shape, stiffness, or surface friction depending on the product and packaging format. If technicians ignore those variables, the palletizer may perform well during setup but struggle during live runs.
Spacing is one example. Proper spacing between cases in a pattern can help the system account for imperfect gripping or normal case variation. That small adjustment can make the difference between a stable layer and one that shifts out of place as the pallet builds.
Do Lubricate and Inspect Moving Components
Calibration does not stand alone from maintenance. A palletizer with dry or worn moving parts will not hold settings as reliably as one in good mechanical condition. That is why lubrication and inspection should support every serious calibration program.
Ball screws, linear bearings, joints, guides, and end-of-arm tooling all affect motion quality. When these parts wear down or move with excess resistance, the palletizer may lose positioning accuracy or behave inconsistently across cycles. A technician may correct the symptoms during calibration, but the issue can return quickly if the technician does not resolve the underlying mechanical condition.
Do Document Every Calibration Adjustment
Clear records make calibration more useful over time. Without documentation, teams lose visibility into what changed, who made the change, and whether the same issue has appeared before. That slows troubleshooting and makes it harder to improve maintenance practices.
Good records should capture calibration dates, machine condition, adjustments, results, and the person who performed the work. That information helps identify patterns such as recurring drift, repeated sensor issues, or position changes tied to a specific product format. It also supports more consistent handoffs between shifts, technicians, and service visits.
Don’t Ignore Small, Repeating Errors
We’ve covered some of the dos of palletizer calibration, but what about don’ts? Small jams and minor misplacements may seem manageable in the moment, but they usually point to a real calibration problem. When the same issue repeats, the machine is sending a signal that something is out of alignment. Ignoring that signal allows the problem to grow until it affects throughput, product quality, or load stability.
A recurring corner catch, slight box skew, or repeated hesitation at one point in the cycle should prompt investigation. These issues rarely fix themselves. Instead, they tend to increase wear, create more operator intervention, and raise the risk of an unplanned stop during a busy shift.
Don’t Use Poor-Quality Pallets or Slip Sheets
Even a perfectly calibrated palletizer cannot build a stable load on a bad foundation. Warped pallets, damaged deck boards, oversized gaps, or the wrong slip sheet dimensions can all undermine stack quality. If cases hang over open spaces or sit on uneven surfaces, the load becomes less stable, no matter the machine’s accuracy
Slip sheets also need attention. Curled, warped, undersized, or inconsistent sheets can shift the layer pattern and affect the way the next layer lands. That creates instability from the middle of the load outward.
Don’t Skip Safety and Maintenance Checks
Calibration requires movement, testing, and close interaction with the machine, so safety checks must come first. Teams should complete a risk assessment before starting calibration work, especially when setting new patterns or verifying motion paths. Safe procedures protect personnel and reduce the chance of a rushed adjustment that creates a larger issue later.
Maintenance checks matter just as much. If robotic joints, tooling, guides, or conveyors need attention, calibration alone will not solve the problem. The machine may pass an initial test and then drift back out of position once production resumes.
Keep Your Palletizer Performance on Track
Consistent palletizer calibration helps protect load quality, reduce downtime, and keep beverage lines running with greater accuracy. When teams follow a clear calibration schedule, verify positions, maintain sensors and moving parts, and correct small issues early, they set the stage for stronger performance across the end of the line. To improve reliability and get more from your end-of-line system, contact Robopac USA to explore palletizing solutions and support for your operation.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}