Palletizing acts as the crucial final step in many production lines. It securely stacks products together for transport and storage, protecting the integrity of goods from the warehouse to the customer. When companies look to automate this process, they typically encounter two primary options: conventional palletizers and robotic palletizers. Below, our guide will help you pick the best fit for your process by comparing robotic vs. conventional palletizers.
Conventional Palletizers: Speed and Structure
Conventional palletizers arrange products into rows on a layer-forming table before placing the entire layer onto a pallet. These machines excel in high-speed environments because they process entire layers at once. This makes them ideal for facilities producing a high volume of a single product, such as food and beverage manufacturers.
However, the speed of conventional palletizers comes at the cost of flexibility and space. Their complex conveyor and layer-forming systems typically demand a larger footprint than robotic alternatives. Changing the product size or stacking pattern requires significant mechanical adjustments and downtime. Consequently, these systems are less suitable for facilities that manage various SKUs or require frequent and rapid changeovers.

Robotic Palletizers: Flexibility and Precision
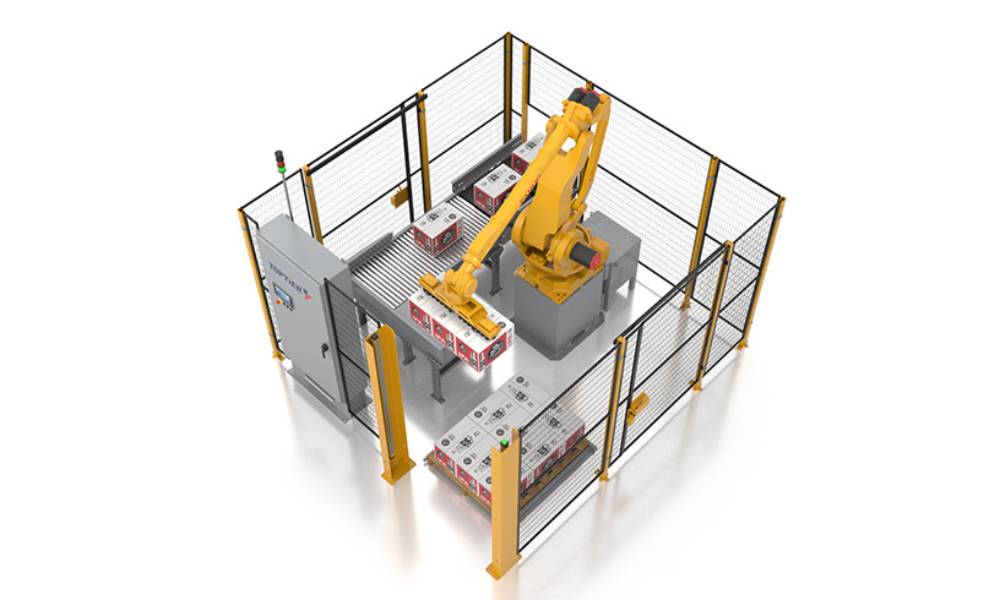
Robotic palletizers feature a robotic arm with a special end-of-arm tool (EOAT) that picks products from a conveyor and arranges them onto a pallet. These systems use software to control the placement, orientation, and stacking patterns of products. The main advantage of robotic packaging equipment for the beverage industry is its adaptability, as a single robot can handle multiple production lines and different products simultaneously.
Robotic systems have a smaller physical footprint than conventional palletizers. This compact design is ideal for facilities with limited floor space. While traditionally operating at slower speeds than conventional models, ongoing advancements in robotic technology are steadily improving their performance. Ultimately, their flexibility makes them an excellent choice for operations with diverse product handling needs.
Key Differences
Picking the best fit for your packaging process means examining the key distinctions between robotic and conventional palletizers. Conventional palletizers excel when speed and volume are the primary metrics and product variation is low. Robotic palletizers take the lead when a facility manages multiple SKUs, requires frequent pattern changes, or operates within limited floor space.
Maintenance requirements also differ. Conventional machines involve many moving parts—conveyors, pushers, and strippers—which can increase maintenance demands over time. Robotic arms typically have fewer mechanical components subject to wear, lowering long-term maintenance costs.
Choosing the Right Palletizer
Selecting the ideal machine requires a thorough audit of current and future production needs. Facility managers should first evaluate their throughput rates. If the line runs multiple products at moderate speeds, a robotic solution offers the versatility needed to maintain efficiency.
Space constraints also play a major role. Facilities with tight layouts benefit from the compact design of robotic cells. Finally, budget considerations must extend beyond the initial purchase price to include maintenance, energy costs, and the potential downtime costs during changeovers.
Finding Your Automated Solution
Both robotic and conventional palletizers offer distinct paths to increased efficiency and reduced manual labor. The “best” system depends on the specific demands of the production environment. By carefully weighing speed against flexibility and footprint against throughput, businesses can invest in a solution that optimizes their end-of-line packaging for years to come.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}