
Every industry has benefitted from automation in some shape or form, and that includes the packaging industry. The days in which you had to do tediously by hand are gone—you can automate just about everything. Numerous automated inventions were created with the intention of streamlining the packaging process—stretch wrappers, packers, and more. One automated machine that’s crucial to any successful warehouse operation is the palletizer, which is what organizes products onto a pallet without the need for human intervention. A palletizer automatically stacks your products on a pallet for transportation to their final destination. There are two major types of palletizers: mechanical and robotic. Each have their strength and weaknesses. Mechanical palletizers are typically categorized as high or low level. In this mechanical palletizing guide, we’ll explain what they are, their benefits, the difference between high level and low level, and go over the best low-level palletizers for your business.
What Are Palletizers?
The purpose of a palletizer is to automatically sort, transfer, and stack products onto a pallet. When performed manually, this process is time-consuming and expensive. That’s why automatic palletizers were invented: to make a once time consuming, labor intensive process effortless. There are three reasons why a warehouse should use palletizers instead of sorting their products onto a pallet by hand. These reasons include safety, flexibility, and reliability. A palletizer can reduce the amount of stress and strain on your workers, which will result in an increase in morale and productivity. The automation of one process allows you to free your workers up for other, more pressing activities. It also makes the palletization process faster and reduces the number of errors made which lead to compromised load containment and product damage during shipment. These are all factors that can increase the overall efficiency of your warehouse.
What’s the Difference Between High-Level and Low-Level Palletizers?
The main difference is all in the name. High-level palletizers will be elevated in the air to a certain degree. They normally have an infeed elevation of 100 to 144 inches or higher and a discharge elevation height between 18 and 30 inches. A low-level palletizer, also known as a floor-level palletizer, remains at floor level or close to floor level throughout the loading process.
Both types of palletizers have their advantages and disadvantages. High-level palletizers are better suited to applications in which the palletizing process is located far away from the case packer or sealer, or when you have an exceptionally high production rate to meet. A low-level palletizer is ideal for business owners who have low level conveyors allowing for a streamlined palletizing process.
What Are the Benefits of Low-Level Palletizers?
If high-level palletizers are better at meeting high levels of demand, doesn’t that make them more productive and a much better choice for your warehouse? Not necessarily. Low-level palletizers might be smaller than their high-level counterpart, but they’re also robust, reliable machines. They come with a variety of benefits and several advantages over high-level palletizers that make them a valuable addition to your operation.
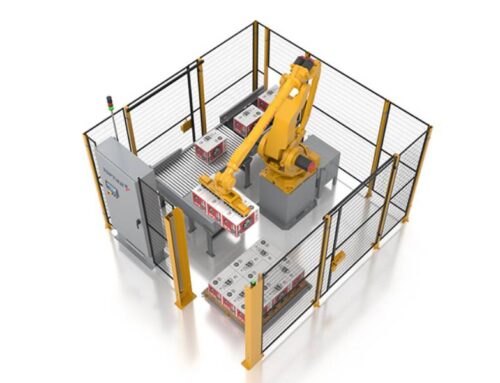
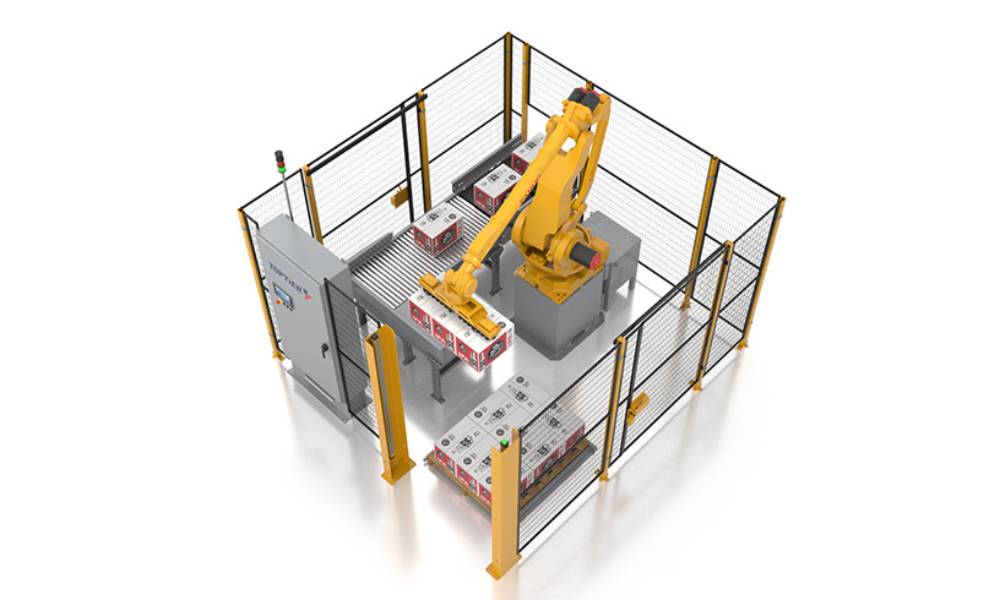
The design of a low-level palletizer includes a system in which packages and boxes are loaded onto pallets one row at a time and transported to the floor level of the palletizer by an elevator. After the pallet is loaded, a machine or worker-operated forklift can transport it to a separate location. This system is more efficient than other palletizing systems because the pallet doesn’t need to change levels during the loading process. Level changes might seem helpful, but they come with a surprising number of disadvantages. They can increase the likelihood of complications during the loading process, for one.
A low-level palletizer lowers packages onto the pallet without requiring the pallet to move during the process. This reduces the amount of time that loading takes. This system also eliminates the need to stack or lower pallets after loading. This reduces strain on your equipment and employees. It also reduces the risk of damage to packages during the loading process, and to the pallet when it’s being transferred to a different place for shipment. You’re also less likely to experience system malfunctions with low-level palletizers, mainly due to their simplicity. The more complicated the machine, the more components that can malfunction at any given moment. The simpler the machine, the less likely it is to break.
As evidenced by the points mentioned above, low-level palletizers can benefit your warehouse in several ways. The advantages don’t quite stop there, though:
Reliable
If you need a reliable machine, low-level palletizers have your back. They’re designed to select randomly placed cases and stack them according to a pre-programmed pattern, regardless of the orientation at the infeed.
Flexible
Because they can handle changes in package size and weight, low-level palletizers are ideal for custom-mixed pallet loads. They’re also useful for handling outward-facing barcodes, labeling, and tracing requirements for the pharmaceutical industry. You can control the orientation of individual items on the load, which is necessary when dealing with club store display pallets.
Increased Productivity
If you want to increase your warehouse’s productivity, consider investing in some low-level palletizers. These machines are capable of delivering high speeds and cycles per minute. They also require minimal maintenance to achieve maximum output and are easy to operate.
Small Footprint
Because the infeed and pallet handling systems are separated from the main frame, most low-level palletizers have a smaller footprint. Even if you have a limited amount of floor space, you should be able to find room for one. This makes them a great option for smaller warehouses or warehouses determined to save as much space as possible.
What’s the Best Kind of Low-Level Palletizer for My Business?
If you’re looking for new palletizing equipment for your business, you’re probably wondering what the best low-level palletizers are. The best low-level palletizers are the ones made with quality in mind, which makes purchasing from reputable and trustworthy companies essential. Robopac is the largest secondary packaging company in the world. We offer training and technical support to ensure you’re getting the most out of all your secondary packaging machinery. Our low-level palletizers are designed with the most recent technology, maximized flexibility, and optimal efficiency in mind. Come and shop with us today!





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}