
Tired of spending so much time, money, and other resources on sorting, transferring, and stacking products by hand? It might be time to automate. Palletizers are must-have pieces of equipment for warehouses. They streamline the sorting and stacking process, maximizing production speed, improving employee safety, reducing operating costs, saving space, and providing countless other boons in the process.
Before you can automate the palletizing process, you need to choose what kind of palletizers you want. Not all palletizers are the same, and different palletizers come with different benefits and disadvantages.
One crucial decision you need to make is whether you want mechanical palletizers (also known as conventional palletizers) or robotic palletizers. Not sure what the difference between these two kinds of palletizers is? Here are the two most popular palletizers and the differences between them.
Mechanical (Conventional) Palletizers vs. Robotic Palletizers
You have two options when it comes to palletizers: mechanical and robotic. The most popular palletizer is the mechanical palletizer, also known as a conventional palletizer. Mechanical palletizers are ideal for single production lines that individually run multiple products throughout the day. The production rate of these palletizers varies depending on the exact model you get, but most operate at extremely high speeds. In addition, mechanical palletizers are effective and versatile, and they come equipped with numerous safety features.
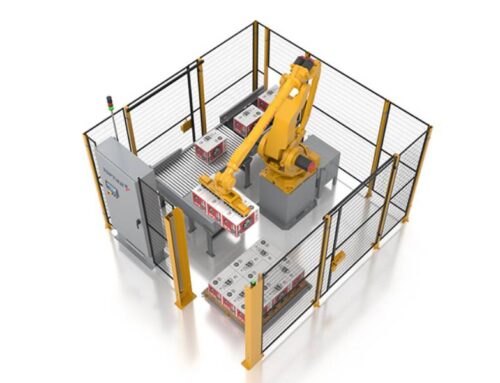
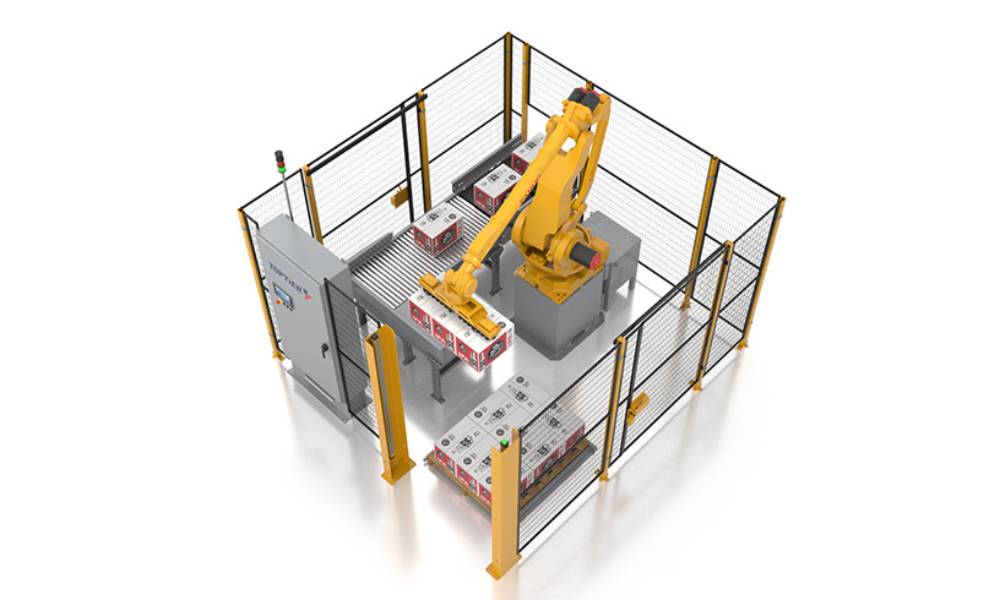
Robotic palletizers, on the other hand, feature programmable robots and end-of-arm tools (grippers) designed to handle specific products. These machines are fast and versatile, but they lack a few important things that mechanical palletizers have. What are the benefits of mechanical palletizers you might wonder? Here are just a few.
Modular Design
There’s no denying that robotic palletizers are flexible. How do mechanical palletizers compare? The modular design of mechanical palletizers makes them just as flexible, if not more flexible, than robotic palletizers. They provide arguably superior quality control and allow you to configure components to suit your needs.
Safety
So long as you have the right technology, on-the-job injuries are easy to prevent. Mechanical palletizers come equipped with advanced safety features—namely controlled door entry—that protect operators against gravity- and voltage-related hazards.
Compatibility With Floor-Level Conveyors
Want to maximize floor space and minimize load handling? The key is to use pallet conveyor systems—and mechanical palletizers just so happen to be compatible with floor-level conveyors, while robotic palletizers are not.
Additional Features
Mechanical palletizers come with multiple features that most robotic palletizers just don’t have. One of these features of TopTier palletizers is concurrent stretch-wrapping, which conserves floor space and reduces end-of-line costs by palletizing and wrapping loads while the load is being built.
Looking for state-of-the-art automatic palletizer machines to streamline the palletizing process? Robopac USA’s TopTier palletizers come with enhanced safety features, concurrent stretch-wrapping, and other unique and beneficial features that will help you maximize production, prevent injuries, and reduce costs. Come and shop with us today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}